ORCA + 3D PRINTER BHP + REVIEW + SETTINGS - vol.2

1 . SETTINGS:


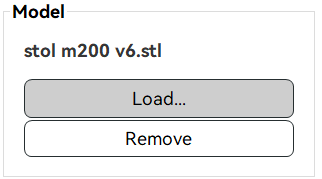
Plik z rozszerzeniem *.3mf jest plikiem zawierającym model stołu. Model można otworzyć w Orce, aby jednak dodać stół w podany powyżej sposób to trzeba zapisać ten model w rozszerzeniu *.stl, a więc trzeba kliknąć:
→ file/plik (lewy górny róg okienka) → Export → Eksportuj wszystkie obiekty jako jeden obiekt STL
2 . LET'S BEGIN:





BHP I ZASADY KORZYSTANIA Z DRUKAREK 3D
→ Włącznik ON/OFF
֍ Używać w sytuacjach krytycznych gdy trzeba zatrzymać sprzęt na już
֍ po skończeniu wydruku wyłączyć drukarkę
→ Szpula (filament)
֍ na każdej jest napisana temperatura, w której filament się uplastycznia,
֍ zwykle jakiś przedział np. 250-265°, ale zdarzają się też temperatury
konkretne tzn. 230° [lepsze niby są te filamenty z przedziałem temperatur]
→ Stół
֍ PRZED I PO UŻYCIU TRZEBA GO WYCZYŚCIC Z RESZTEK I ODTŁUŚCIĆ
֍ Do tego służy IPA = IZOPROPANOL najlepiej kupować 5l na allegro, IPA szybko odparowuje, więc trzeba zamykać pudełko (przykładowe zdj poniżej)
֍ Aceton pewnie dałby radę ale jest bardziej żrący, a nie chcemy wymieniać stołu częściej jednak
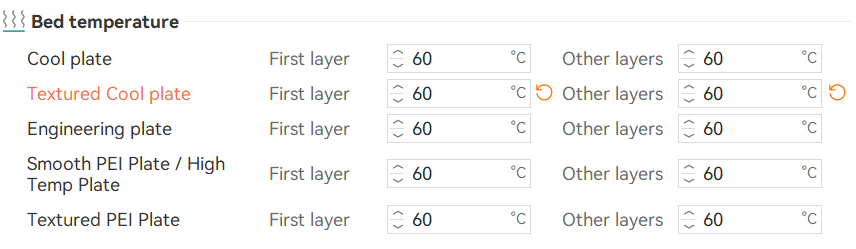
֍ Musi się nagrzać przed wydrukiem, więc trzeba doliczyć +10min do czasu wydruku
֍ Rozgrzewamy go do jak najwyższych temperatur - przy większych obiektach (Zortrax to jest chyba 105-110°), do małych obiektów temp. może być 80°, inaczej wydruk się może podwijać = WARPING
֍ Po skończonym wydruku, aby zdjąć obiekt trzeba odczekać aż stół przestygnie/wystygnie, bo może się nam obiekt przy zdejmowaniu jeszcze odkształcić (dolne warstwy)
֍ Robi się to szpachelką od dołu wydruku, palcami tylko zatłuści się stół
→ Zmiana filamentu
֍ Aby wymienić filament trzeba najpierw rogrzać dyszę, nie da się go wyrwać
֍ Zwykle jest w menu jest zakładka z programem, który automatycznie rozgrzewa dyszę
֍ Manualnie najlepiej robić to w 220-230° max
֍ Uciąć końcówki po zużyciu aby były proste (po wyjęciu/przed użyciem filamentu)
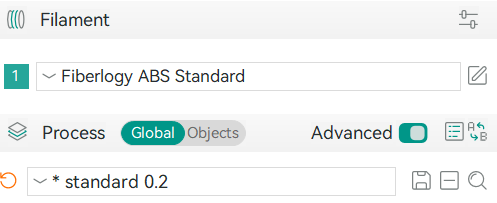
֍ ZAWSZE sprawdzać czy nowy filament, który bierzemy jest tego typu co wybrany w naszym projekcie w programie OrcaSlicer
֍ Na filament oddziałują warunki zewnętrzne, zarówno promienie UV, jak i wilgoć. Jeżeli filament przy zginaniu będzie się łatwo łamał (mniej więcej tak, jak nieugotowany makaron spaghetti, zwykle przy kącie 90°) to oznacza to, że jest coś z nim nie tak = nie używać. Normalnie dobry filament powinien się nam ładnie zginać nawet do kąta 180°.
֍ ZAWSZE zaplątujemy końcówkę filamentu na szpuli aby nam się nie poprzesuwał, nie zaplątał
֍ ZAWSZE trzymamy końcówkę filamentu (nowego/wymienionego) gdy wkładamy do rurki, znowu, to jest po to aby nie poplątać
֍ Niektóre drukarki najpierw muszą trochę wciągnąć filamentu aby móc go później wyciągnąć
֍ Po zmianie zwykle wycieknie trochę tego filamentu z dyszy, trzeba to wyrzucić
→ Pierwsze warstwy
֍ Zawsze zostajemy aby sprawdzić czy te pierwsze warstwy się dobrze drukują, czy jest wszystko okej, czy nie ma sytuacji krytycznej aka czy dysza nie ora stołu
→ Otwieranie drzwiczek/ścianek drukarek !!!!!!!NIE WOLNO!!!!!!!
֍ Gdy otwieramy drzwiczki/boki drukarek zaburzamy temperaturę w środku,
zmienia się ciśnienie, przez co filament zmienia swoją temperaturę i zaczyna
pękać/rozsadza go
֍ W momencie gdy będziemy otwierać drzwiczki, żeby podejrzeć wydruk trzeba to robić bardzo wolno i patrzeć tylko przez małą szparę, ale nie jest to zalecane
→ Walec przy rurce (filament cleaner)
֍ powinien być założony na górnej części rurki, oczyszcza on kurz z filamentu
֍ Przeciwdziała zapychaniu się dyszy kurzem zebranym na filamencie
֍ Trzeba go wydrukować na drukarce 3D, nie jest w komplecie jak się kupuje drukarkę
֍ Są modele, które są zdejmowalne nawet jak już jest założony filament
֍ Tnie się gąbkę kuchenną i wsadza do środka
INSTRUKCJA ZMIANY FILAMENTU:
- Nagrzać dyszę - zwykle jest taka funkcja automatyczna, jeśli brak to trzeba manualnie ustawić temperaturę 220-230°, ta temperatura nie jest jeszcze za wysoka dla PLA, że zaczyna się gotować i nie jest za niska dla ABS, że on się nie uplastyczni
- Wyciągnąć filament, trzymamy go w łapce!!! (funkcja Retract)
- Obcinamy końcówkę filamentu
- Zawijamy filament na szpulę
- Zabezpieczamy końcówkę, żeby nam się filament nie poplątał
- Bierzemy drugą szpulę
- Klikamy wkładanie filamentu
- Odwijamy z zabezpieczenia, trzymamy w łapce!!!
- Obcinamy końcówkę
- Wsuwamy poprzez a) czyścik od kurzu b) rurkę do końca, do radełka
- Aby sprawdzić czy doszło do końca, można podnieść rurkę i wcisnąć filament do drukarki do radełka (nie każdy opór będzie oporem od radełka, trzeba poruszać, sprawdzić)
- Patrzymy czy filament jest przez drukarkę wciągany (patrzą piękne oczęta, a dla niewidomych lub noszących okulary: można pomacać)
- Rurka i czyścik w dół
- Zapewne wyjdzie jakiś dwukolorowy farfocel z dyszy, trzeba tego farfocla wyrzucić
- PAMIĘTAJ, DYSZA JEST NAGRZANA, NIE POPAL SIĘ O NIĄ
!!!!!!!!!!! UZUPEŁNIĆ ZDJĘCIA Z WYMIANY FILAMENTU KROK PO KROKU
Drukarki 3D w FabLab-ie
- ZORTRAX M200 vs. ZORTRAX M200 Plus
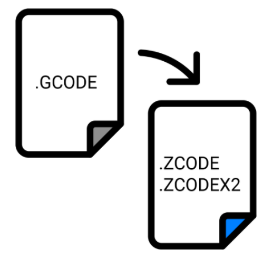
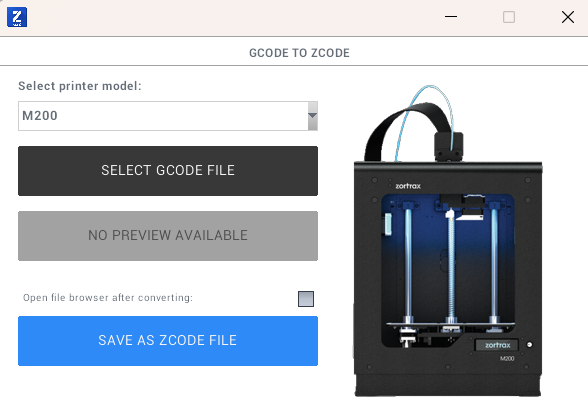
→ M200 i M200 Plus mają inny Z– code :
֍ M200 – Z-Code
֍ M200 Plus - code X - Dotykowy ekran, wifi
→ Włącznik 0|1 jest umieszczony na lewym boku z tyłu
→ Stół chodzi w Z - góra dół
→ Karetka (ten klocek na górze co porusza dyszą) chodzi w płaszczyźnie XY - na boki
→ Stół jest przyczepiony na stałe, aby wyjąć model można zdjąć boki urządzenia, tył nie wiem (?)
→ Stół jest jednostronny (te metalowe płytki=układy kalibracyjne na górze badają przepływu prądu), wymiana stołu kosztuje około 800-900zł, bo ta firma nie produkuje już urządzeń ani części do nich
→ W urządzeniu M200 przy zdejmowaniu modelu szpachelką trzeba uważać na wystającą kostkę z tyłu na płycie, w M200 Plus, ta kostka jest już na dole płyty
→ Do M200 potrzeba karty SD, jak nie wchodzi jedną stroną to drugą stroną trzeba włożyć
→ M200 Plus ma (chyba) wznawianie wydruku, M200 już nie
→ Można przerwać przytrzymując dłużej guzik na prawo (napewno w M200, w M200 Plus nie wiem (?) )
→ Na M200 nie można drukować z filamentu PLA, drukarki nie ogarniają tak niskich temperatur
→ Jeśli potrzeba ręcznej kalibracji by wypoziomować stół to trzeba pokręcić 3 śrubkami od dołu, ale chyba jest też automatyczna (?) - CREALITY K1C vs. CREALITY K1 Max
→ mają pokrywki, które się zakłada, duża ma szklaną płytę, a mała ma plastikową, obydwie mocno się trzymają, trzeba uważać przy zdejmowaniu
→ przy PLA i materiałach klasycznych, drukujemy bez pokryw, bo potrzeba niższej temperatury do uplastycznienia, inaczej się przegrzeją i zapchają dyszę
→ stoły są w obydwu zdejmowane, dwustronne (ale trzeba uważać bo może być już z jednej strony zużyty i zerwana może być folia, można to poznać po tym, że jest bardziej błyszcząca
→ stoły mogą mieć teksturki i mozna zrobić efekt holo
→ działają na pendrive'a, drukarka pobiera dane, więc można pendrive wyjąć w trakcie drukowania
→ można puszczać wydruki w maszynach przez sieć, ale nie robi się tego ze względu na to, że jakiś wydruk już może być na stole
→ czujnik końca filamentu (pudełeczko na pleckach, wykrywa czy jest czy nie ma filamentu, to jeszcze czujnik starego typu)
→ Kalibracja stołu poprzez dotknięcie go dyszą [ma jakieś czujniki
→ Mają kompensację drgań
→ Mają aplikację i kamerkę, żeby widzieć co się dzieje
→ Creality K1C ma wymiary: sz. 220 x gł. 220 x wys. 250
→ Creality K1 Max ma wymiary: sz. 300 x gł. 300 x wys. 300
→ Ma opcję wykluczenie obiektów -FAJNA OPCJA ;)
INTERFEJS: SPRAWDZIĆ+ZDJĘCIA
→ Domek - SPRAWDZIĆ informacje ogólne
→ Suwaki - SPRAWDZIĆ sterowanie osiami, krok, o ile ma się poruszyć, w którą stronę, zerowanie osi XY, zerowanie osi Z, temperatura, opcja Extrude - wkładanie filamentu, Retract - wyciąganie go, przy wymianie filamentu drukarka najpierw go trochę wciąga, żeby lepiej jej było później go wypuścić/wyciągnąć
→ Folder - pliki lokalne = te są wgrane na drukarkę pliki USB = na pendrive'ie, historia drukowania [plik do historii wpada chyba dopiero po tym jak sie drukowanie skończy]
→ Koło zębate - korzystamy tylko z ustawienia self-check → auto-leveling = automatyczne poziomowanie stołu - ANYCUBIC KOBRA 3
→ sprzęt nie jest obudowany, brak zamkniętej komory, dlatego nie ma jak nagrzać dyszy aż tak jak to by było w innych zamkniętych urządzeniach
→ ciężko drukować z filamentu ABS, raczej używa się PLA
→ sam może zmienić sobie filament, którego używa (dostawka na kilka szpuli filamentu)
→ trzeba włączyć w OrcaSlicer funkcję BRIM do drukowania([to taka podstawka)
→ stół jest zdejmowany
→ działa na pendrive'a, drukarka pobiera dane, więc można pendrive wyjąć w trakcie drukowania
→ można puszczać wydruki w maszynach przez sieć, ale nie robi się tego ze względu na to, że jakiś wydruk już może być na stole
→ czujnik końca filamentu (czujnik przepływowy jest w tej dodatkowej przystawce, czujnik jest nowego typu) - krzyczy jak się skończy filament, krzyczy jak jest filament poplątany, trzyma temperaturę wtedy do czasu wymiany i wznawia wydruk
→ Nie kalibrujemy ręcznie, jest auto-kalibracja (dlaczego???)
→ Ma kompensacje drgań
→ Przy przerwaniu druku, można wznowić
→ Ma aplikację i kamerkę, żeby widzieć co się dzieje
INTERFEJS: (ikonki na dole a później się klika na górze) !!!!!!!!!!!!!!!SPRAWDZIĆ+ZDJĘCIA!!!!!!!!!!!!!
→ 1 zakładka - opcje wydruku: z pamięci, z pendrive
→ Ustawienie filamentu - opcja Extrude, Retract, Temperatury, Poruszanie się i zerowanie osi (wszystkie na raz)
→
→
→
tbc.
któryś stół do drukarki chyba creality jest jednostronny bo ma szczotkę z boku na płytce, i ona chyba do góry idzie
!!!!!!!!!!!!! ZROBIĆ ZDJĘCIA Z MENU ANYCUBIC I CREALITY
SOME USEFUL INFO
֍ Nie ustawiamy modelu cały czas na środku/w jednym miejscu, bo stół się szybciej ściera
֍ Płyny adhezyjne nie są potrzebne, nic nie dają, robią większy brud
Lakiery do włosów się nawet lepiej się sprawują ale nie trzeba
֍ Aby wymieniać filament to trzeba go nagrzać do temp takiej co na filamencie, bo wyrwać się nie da
֍ Dysze uniwersalne >>>> dysze dedykowane (droższe, a wcale nie lepsze)
֍ Trzymać filament w zamkniętych pojmnikach, wtedy mniej wpływają na niego warunki zewnętrzne = dłuższa żywotność, IKEA już chyba zaczęła robić pojmniki na filamenty
֍ Zaplątany filament to PIEKŁO!, często jest do wyrzucenia przez to, czasem jest czujnik końca filamentu, ale czujnika poplątanego filamentu nie ma, no chyba że jest to jakiś nowy model drukarki i ma czujnik przepływowy
֍ Apoller - wygładzanie wydruków - dozuje aceton, aceton (opary) dobrze rozpuszczają wierzchnią warstwę wydruku, jednak jeśli wydruk ma duże detale to możemy je potracić, do ABS
֍ SPL - Inne specjalne rozpuszczalniki, toksyczne, trudno wygładzić, nie używamy
֍ Piaskarka używa się jej do post-produkcji, ale trzeba uważać żeby nie przebić CZEGO?
֍ W OrcaSlicer jest system osi RGB (Red Green Blue) co oznacza, że oś X=R, G=Y, B=Z
֍ Fiberlogy stronka z filamentami
֍ Najlepiej do domu zakupić drukarkę z filtrem HEPA i zamkniętą ze wszystkich stron
֍ Prusy też jest okej drukarką
֍ Bywają już na rynku czujniki przepływowe filamentu, które kontrolują czy filament się przesuwa, do tej pory raczej były Prusy też jest okej drukarką
֍ Zasada rozszerzalności materiałów: chłodniejsze się kurczą [dlatego w mostach, torach kolejowych i innych robi się dylatacje, kable między słupami też wiszą luźniej w lato, a w zimę są bardziej naciągnięte]
֍ Creality K1C, lepszy od Zortraxa, bo ten 2gi zebrał się z rynku (coraz mniej części zastępczych/na wymianę, np. stołów, które kosztują też przez to ogrom $$$)
→ Ile silników jest potrzebnych do zbudowania drukarki 3D?
֍ To zależy, minimum 1 (przy żywicznych jest silnik góra dół, naświetlanie nie potrzebuje silnika),
֍ Do drukarki typu Creality są potrzebne 4 silniki: 3 płaszczyzny i extruder do filamentu
→ Dlaczego drukarka jest zamykana:
֍ Przeciw powiewom powietrza
֍ Regulacja temperatury w środku
֍ Zabezpieczenie przed zapyleniem/zakurzeniem
֍ Boki w Zortraxie są też otwierane aby ułatwić zdjęcie modelu po wydruku
przydatne linki:
https://wiki.robisz.to/books/fdm/page/konwerter-g-kodu
- wiki z info co do programu g2z
https://support.zortrax.com/downloads/
- stronka do ściągnięcia programu do konwersji g2z
https://www.thingiverse.com/thing:1075360
- standing spices rack - model tych trzymaków do przypraw
przydatne programy:
OrcaSlicer [open source]
praca domowa: ☺
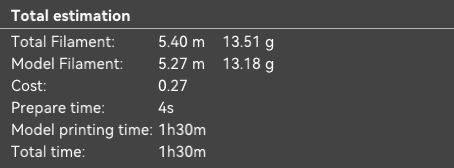
Sprawdzi na podstawie jednego obiektu/modelu (Program OrcaSlicer) jak zmienia się czas wydruku w zależności od:
1) Maszyny
2) Ksztaltu wypelnienia
3) Procentowego wypelnienia
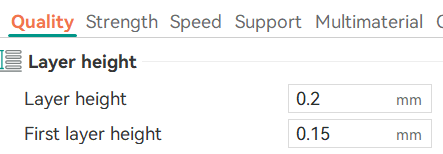
4) Wysokosci warstwy
pliki:
